Poprosiłem czat GPT3 aby napisał program CNC i opisał proces technologiczny części. Oto co uzyskałem.

Czat GPT:
Przegub wału napędowego w Audi A4 B6 (oraz innych samochodach) jest komponentem, który łączy wał napędowy z kołami, umożliwiając przenoszenie momentu obrotowego z silnika na napęd na przednie lub tylne koła. Przegub może być na przykład przegubem kulowym, używanym w samochodach z napędem na przednie koła.
Opis przegubu (część do wykonania):
- Obudowa przegubu:
- Wykonana z odlewanego stali lub stopu wysokowęglowego, obudowa ma kształt cylindryczny z wewnętrznymi i zewnętrznymi gwintami.
- Zewnętrzna część obudowy może zawierać rowki, które umożliwiają jej połączenie z wałem napędowym lub innym komponentem (np. piastą koła).
- Część kulowa:
- Jest to element, który pozwala na obrotowe ruchy przegubu. Kulka jest umieszczona w specjalnej gnieździe w obudowie.
- Może być wykonana z twardych materiałów, takich jak stal hartowana, aby wytrzymać siły skrętne i momenty obrotowe.
- Osłony przegubu:
- Zwykle osłona wykonana jest z elastycznego materiału, np. gumy lub silikonu, chroniącego wnętrze przegubu przed zanieczyszczeniami, wodą i brudem, które mogą przyspieszyć zużycie.
- Pierścień zabezpieczający:
- Zwykle znajduje się w miejscu, gdzie wał napędowy łączy się z przegubem, służy do zapobiegania jego wysunięciu podczas pracy.
- Wnętrze:
- Wnętrze przegubu zawiera specjalne łożysko, które umożliwia swobodny ruch kulki w obudowie. Często jest wypełnione specjalnym smarem, aby zmniejszyć tarcie.
Jeśli chodzi o wykonanie takiej części, wymagałoby to użycia precyzyjnego sprzętu do obróbki stali, jak tokarki, frezarki i narzędzia do precyzyjnego cięcia gwintów oraz kształtowania elementów kulowych. Wymagałoby to również doboru odpowiednich materiałów o wysokiej wytrzymałości.
Jeśli masz rysunek techniczny lub szczegóły dotyczące wymiarów, mogę podać dokładniejsze informacje.
CHAT GPT
Opis rysunku technicznego:
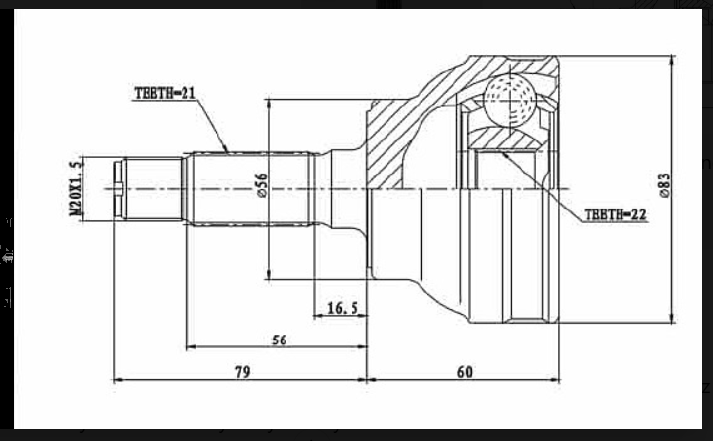
Na rysunku przedstawiono przegub kulowy wału napędowego z widokiem zewnętrznym oraz przekrojem technicznym. Kluczowe wymiary i cechy:
- Średnice:
- Zewnętrzna średnica korpusu przegubu:
68.3 mm. - Gwintowana część trzpienia: M20x1.5.
- Średnica wewnętrzna części współpracującej: Ø22 mm (w przekroju).
- Zewnętrzna średnica korpusu przegubu:
- Długości:
- Całkowita długość przegubu: 79 mm.
- Długość części gwintowanej: 16.5 mm.
- Głębokość wewnętrznego rowka (przekrój kulowy): oznaczenie w przekroju.
- Kształt i elementy funkcjonalne:
- Przegub składa się z korpusu cylindrycznego, rowków do umiejscowienia łożysk kulowych oraz trzpienia zewnętrznego (z wielowypustem do połączenia z wałem napędowym).
- Widoczne gniazda kulkowe na przekroju są przeznaczone do umożliwienia ruchu przegubu.
Proces technologiczny (obróbka CNC na Sinumerik):
1. Materiał początkowy:
- Materiał: stal stopowa (np. 40HM).
- Pręt o średnicy początkowej 70 mm i długości 90 mm.
2. Narzędzia:
- Tokarka CNC z układem sterowania Sinumerik.
- Wiertła (fi 22 mm, fi 10 mm do otworów centralnych).
- Frezarka CNC (do wielowypustu).
- Gwintownik M20x1.5.
Kod CNC (Sinumerik):
%MPF 1000
N10 G90 G94 G17
N20 T1 M6 (NARZĘDZIE: NOŻE TOKARSKIE DO OBRÓBKI ZGRUBNEJ)
N30 G54
N40 S1500 M3
N50 G0 X70 Z2
N60 G71 P80 Q120 D2 U1 W1 F0.2
N80 G0 X68 Z0
N90 G1 Z-79 F0.25
N100 X20
N110 G0 Z2
N120 G1 Z-79 F0.25
N130 G0 X70 Z2
(TOKARKA: KULISTE GNIAZDA)
N140 T2 M6
N150 G54
N160 G0 X68 Z-79
N170 G1 Z-60 F0.15
N180 X50 Z-68
N190 G2 X68 Z-79 I0 K-5
N200 G0 Z2
(FREZARKA DO WIELOWYPUSTU)
N210 T3 M6
N220 S800 M3
N230 G0 X20 Z5
N240 G1 Z-79 F0.3
N250 G1 X0 Z-79
N260 G0 Z5
(GWINTOWANIE)
N270 T4 M6
N280 S500 M3
N290 G0 X20 Z2
N300 G1 Z-16.5 F0.2
N310 M29 S500
N320 G84 Z-16.5 R1 F1.5
N330 G80
N340 G0 Z2
N350 M30
%Proces obsługi tokarki CNC krok po kroku jako operator:
Aby prawidłowo wykonać obróbkę przegubu kulowego, operator musi przeprowadzić następujące czynności:
1. Przygotowanie stanowiska:
- Materiały:
- Surowiec: stalowy pręt o wymiarach Ø70 mm x 90 mm.
- Narzędzia skrawające:
- Nóż tokarski do obróbki zgrubnej.
- Nóż tokarski do wykańczania.
- Narzędzie do toczenia rowków kulowych.
- Wiertło Ø22 mm.
- Gwintownik M20x1.5.
- Odpowiednie uchwyty narzędziowe.
- Maszyna:
- Sprawdzić stan techniczny tokarki (np. chłodziwo, czystość prowadnic).
- Zamocować surowiec w uchwycie tokarskim (dokładnie wycentrować).
2. Mierzenie narzędzi:
- Ustawianie narzędzi:
- Zamontować narzędzia w głowicy tokarskiej.
- Dla każdego narzędzia:
- Wybrać opcję mierzenia narzędzia w systemie (np. funkcja „Tool Measurement”).
- Dopasować narzędzie do punktu bazowego na materiale (np. X=0 i Z=0).
- Zarejestrować wartości w tabeli narzędzi (Tool Table).
- Kontrola wymiarów:
- Użyć sondy lub manualnego pomiaru wskaźnikiem zegarowym, aby potwierdzić poprawność wymiarów narzędzi.
3. Przeniesienie bazy (Ustawienie punktu zerowego):
- Ustawienie bazy detalu:
- Za pomocą narzędzia pomiarowego ustaw punkt zerowy materiału (Z0 na końcu pręta, X0 na osi materiału).
- Wprowadzić wartości bazy w sterowaniu CNC (funkcja G54 lub inny układ współrzędnych).
4. Planowanie obróbki:
- Sprawdzenie programu CNC:
- Załadować program CNC do maszyny (plik NC).
- Przejrzeć kod, aby upewnić się, że ścieżka narzędzia jest poprawna.
- Zweryfikować ustawione parametry skrawania (prędkość wrzeciona, posuw, głębokość skrawania).
- Dobór prędkości:
- Obrót wrzeciona: ok. 800–1500 obr./min dla obróbki zgrubnej (dostosować do materiału).
- Posuw: 0.2–0.3 mm/obr.
5. Testowy przejazd (symulacja na surowcu):
- Przepuszczenie programu w powietrzu:
- Uruchomić tokarkę bez materiału (przejazd „na sucho”).
- Obserwować, czy narzędzie nie koliduje z materiałem i czy ścieżki są prawidłowe.
- Lekki przejazd na surowcu:
- Uruchomić program z minimalną głębokością skrawania (np. 0.5 mm).
- Sprawdzić jakość powierzchni i wymiary.
6. Obróbka właściwa:
- Obróbka zgrubna:
- Usunięcie nadmiaru materiału do wymiarów zewnętrznych (Ø68.3 mm i długość 79 mm).
- Toczenie kulistego rowka zgodnie z programem CNC.
- Obróbka otworów i gwintowanie:
- Wiercenie otworu (Ø22 mm) z posuwem chłodziwa.
- Wykonanie gwintu M20x1.5 przy użyciu gwintownika.
7. Kontrola jakości:
- Pomiar wymiarów:
- Użycie suwmiarki, mikrometru oraz czujnika zegarowego do sprawdzenia:
- Średnic (Ø68.3 mm, Ø22 mm, M20x1.5).
- Długości (79 mm, 16.5 mm gwintu).
- Odchyłki kulistości w rowkach.
- Użycie suwmiarki, mikrometru oraz czujnika zegarowego do sprawdzenia:
- Powierzchnia:
- Kontrola wykończenia (powierzchnia powinna być gładka, bez rys).
8. Końcowe wykończenie i czyszczenie:
- Oczyścić gotową część ze smaru i wiórów.
- Zabezpieczyć powierzchnię przed korozją (np. olej antykorozyjny).
Jacek
Jak widać CHAT GPT świetnie czyta i rozumie rysunek techniczny oraz może napisać program CNC. Wykonam teraz symulację programu…..UPS tu nasz czat GPT popełnił łatwy do wykrycia błąd źle odczytując wymiar ZEWNĘTRZNY korpusu, który wynosi 83mm a nie 68,3. Kiedy zwróciłem Chatowi uwagę nabłąd, grzecznie przeprosił i zapytał czy mam wprowadzić korektę.
1. Weryfikacja wymiaru
- Poprzedni błąd: Wcześniej przyjąłem zewnętrzną średnicę równą 68,3 mm.
- Aktualna wartość: Rysunek wyraźnie wskazuje, że zewnętrzna średnica przegubu wynosi 83 mm.
- Konsekwencje: Zmiana tej średnicy wpływa na dobór surowca, ustawienie narzędzi, a także ścieżki skrawania w programie CNC.
2. Nowy wybór materiału
- Surowiec:
- Wcześniej przyjęto pręt o średnicy 70 mm, co było dostosowane do wymiaru 68,3 mm.
- Dla średnicy 83 mm należy wybrać surowiec o średnicy co najmniej 85–90 mm, aby umożliwić obróbkę z zapasem materiału na operacje wykańczające i korekcje.
- Długość:
- Jeśli wcześniej długość surowca wynosiła 90 mm dla części o długości 79 mm, możemy przyjąć podobną długość zapasu, jednak zależy to od dokładnych operacji wykańczających.
3. Aktualizacja procesu technologicznego
Etap obróbki zgrubnej i wykańczającej – aktualizacja średnicy:
- Toczenie zewnętrznej powierzchni:
- Cel: uzyskanie dokładnej średnicy 83 mm.
- Obróbka zgrubna: usunięcie nadmiaru materiału, przy czym należy pozostawić niewielki zapas na operację wykańczającą.
- Obróbka wykańczająca: precyzyjne toczenie do średnicy 83 mm.
- Korekta w programie CNC:
- Wartości X w programie (w osi poprzecznej) odpowiadają promieniowi obrabianej powierzchni.
- Dla średnicy 83 mm, promień wynosi 41,5 mm.
- Wcześniej kod odnosił się do wartości dla średnicy mniejszej (68,3 mm → promień około 34,15 mm). Należy więc zwiększyć wartość narzędzia wychodzącego poza środek, aby osiągnąć 41,5 mm.
4. Przykładowe kroki operatora CNC z aktualizacją:
a) Przygotowanie surowca i ustawienie narzędzi:
- Surowiec: Wybieramy pręt o średnicy np. 90 mm, długości około 100 mm, by mieć zapas.
- Ustawienie bazy: Ustalamy punkt zerowy dla osi X (środek wału) i osi Z (koniec pręta).
- Mierzenie narzędzi: Dokonujemy pomiaru narzędzi w systemie, aby mieć pewność, że wartość kompensacji jest poprawna.
b) Obróbka zgrubna:
- Toczenie powierzchni zewnętrznej:
- Programujemy usuwanie materiału od obecnego promienia (powyżej 45 mm, np. 45 mm do zapewnienia zapasu) aż do przybliżonego promienia 41,5 mm.
- Parametry skrawania (posuw, głębokość skrawania) muszą być dobrane zgodnie z materiałem i narzędziem.
c) Obróbka wykańczająca:
- Precyzyjne toczenie:
- Operacja wykańczająca ma za zadanie osiągnąć dokładnie promień 41,5 mm (średnica 83 mm).
- Tutaj można zastosować mniejsze posuwy i dokładniejsze narzędzie.
- Kontrola wymiarów:
- Po operacji wykańczającej, należy zmierzyć średnicę przy użyciu precyzyjnej miernicy (mikrometr, czujnik zegarowy).
5. Zaktualizowany przykład programu CNC (fragment dla toczenia zewnętrznej powierzchni):
Przyjmijmy, że mamy następujące założenia:
- Promień docelowy: 41,5 mm.
- Punkt zerowy: X0 na osi środka wału.
- Kształt obrabianej powierzchni: Zakładamy prostą operację toczenia.
Oto przykładowy fragment programu (przyjmując, że cały kod trzeba będzie dostosować do maszyny):
plaintextCopyEdit%MPF 1000
N10 G90 G94 G17
N20 T1 M6 (NARZĘDZIE DO OBROBKI ZGRUBNEJ)
N30 G54
N40 S1500 M3
N50 G0 X45 Z5 (Ustawienie narzędzia z zapasem, X=45 mm > 41,5 mm)
N60 G71 P100 Q140 D2 U1 W1 F0.3 (Blok obróbki zgrubnej)
N70 G0 X41.5 Z0 (Początek wykańczania)
N80 G1 Z-79 F0.2 (Toczenie do końca detalu)
N90 G0 X45 Z2 (Wycofanie narzędzia)
...
Uwagi do kodu:
- Blok G71: Definiuje cykl obróbki zgrubnej – wartości P i Q oraz D, U, W (odpowiadają odpowiednim kompensacjom) trzeba ustalić zgodnie z geometrią części.
- Zmiana wartości X: Wartość X przy operacji wykańczającej musi być ustawiona na 41,5 mm, co daje średnicę 83 mm.
- Parametry posuwu: Należy dopasować, aby operacja była optymalna dla danego materiału i narzędzia.
6. Podsumowanie
- Analiza wymiarowa:
- Zewnętrzna średnica 83 mm → promień 41,5 mm.
- Dostosowanie materiału:
- Surowiec o większej średnicy (np. 90 mm), aby umożliwić obróbkę z zapasem.
- Aktualizacja procesu:
- Obróbka zgrubna i wykańczająca musi być przeliczone na nowe wymiary.
- Narzędzia i kompensacja w systemie CNC (wartości X w programie) muszą odpowiadać promieniowi 41,5 mm.
- Przykładowy kod CNC:
- Fragment kodu został dostosowany, aby operacja toczenia osiągnęła docelową średnicę 83 mm.